
线端子人工做线操作介绍
线材多数都是配合冷压端子使用的,不同的接线方式适合不同的冷压端子,不同的线径适配不同尺寸的冷压端子,本文介绍端子冷压工艺相关的经验;自动化工厂全自动做线,会根据线材及端子定制相匹配的模具来完成冷压操作;有的工厂会采用半自动的做线方式,用自动剥线机,半自动压接设备进行压接,有些操作如线号区分,压接后的绝缘等,用人工来完成;研发实验室,因线材需求少,往往都是采用纯手工做线;本文介绍常见线材端子纯手工做线的相关操作;
01 剪线操作线材
一般都是成卷来料,根据使用需求剪成相应的长度;一般用剪线钳来剪断线材,剪线钳各种各样,根据线材的线径选择合适的剪线钳;细的软线,通讯线及较细的功率线等,一般用常见的剪刀或斜口钳剪,排线一般用剪刀剪即可;

较粗的线,如电缆,铠装线等,要用专业的剪线钳;剪线钳的种类也很多,选择顺手好用的,操作简单的
; 
操作注意事项:剪线操作要将线材切面尽量剪平齐;特别是排线,一定要剪齐;
02 剥线操作
- 剥线工具剪完的线材要剥去一段线材,露出线芯才能实现连通,剥线操作简单快捷的方式是用剥线钳来完成,若无合适的工具,也可以用剪刀,美工刀,斜口钳等来操作;针对较细的线材,如网线的芯线等,也可以用打火机融化绝缘层进行剥线;
- 剪刀,斜口钳及打火机等剥线有损伤线芯,绝缘皮切面不平,绝缘皮烧焦,剥线长度不好控制等问题,使用中可根据其线的使用场景选择合适的工具,最好使用匹配的专业剥线钳;剥线钳的种类也很多种,根据要剥的线材的线径来选择合适型号的剥线钳;
下图左边两种剥线钳,可以一个刀剥多种线径的线材,剥线长度也能通过钳子来控制,但会导致线皮压痕稍严重,且容易损伤线芯;左上的鸭嘴钳,可以一次剥多根细线材,可根据需求选择;下图右边的三款剥线钳,有多个刀口,对应不同的线径,线材与端子一定要对应刀口进行剥线,小的线径对应大的刀口,线皮剥不下来,大的线径用小的刀口,会导致线芯损伤严重;

多数剥细软线的剥线钳都带有剪线功能,也有部分带压线功能,可减少工具的使用;有些较粗的线材,没有合适的剥线工具,或者实验室没必要采购相关剥线工具,可以用剪刀或美工刀进行剥线,要注意避免伤到手;不同的线类型及线径,要匹配不同的剥线工具,做到操作简单有效即可;
2)剥线长度
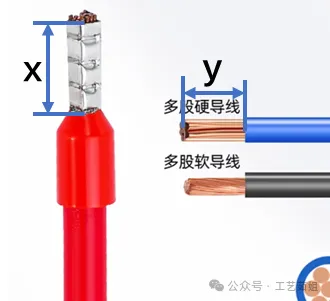
剥线长度根据使用端子的压接部分长度来定,会长出端子压接部分,具体长多少要根据端子类型来定;敞口闭口的不绝缘的冷压端子,其剥线长度一般是需要压接部分加1~2mm; y=x+1~2mm; 线芯要露出来并伸出1mm左右; 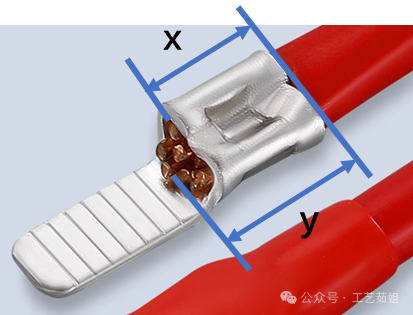
带绝缘的冷压端子,其剥线长度一般要长于压接部分2~3mm; 若相同的线芯线皮比较厚的线材,剥线长度要再长一些,保证线芯平齐端子头部或凸出一点;
y=x+2~3mm
插簧插针,敞口的压接部分,前面压接线芯,后面压接线皮;剥线长度为端子前段压接线芯的长度加1~2mm;

铜鼻子,压线部分封闭设计的,剥线长度等于或小于压接部分长度1~2mm,插到底保证线皮不入压接区域;带窥口的可以从窥口看到线芯;

操作注意事项:
a. 剥线长度可以适当剥的长一些,压接之前可以根据端子调节,在端子与线皮之间露出一小段线芯也是可以的,开口的端子线芯露出端子1mm左右即可;若长的过多可以剪掉,避免二次剥线操作对线芯的损伤;
b. 剥线操作对线芯的损伤,若损伤的较多,会导致压接不紧,可以剪掉重新剥线,若电流能力有余量,也可以剥的长一些,对折一下进行压接;
03 压线操作
将线芯及端子通过压接工具压接在一起,起到连接的
目的;
1)压线工具剥完线的线材需要通过合适的工具将线材与端子压接在一起,不同种类的端子用不同种类的压线钳;同一种类型的端子不同的型号对应压接钳不同的钳口;实验室工程师有时会用更常见的尖嘴钳来压端子,尖嘴钳压接会导致压接不紧,连接不可靠等问题,压完后一定要拽线确认;无法找到合适工具的情况下,也会用焊接的方式将线材与端子焊在一起,线材焊接需要热量较多,经常会导致冷焊或焊料太多,导致端子接线困难;焊接时可以预先对线材进行沾锡处理,提高端子焊接的品质;使用匹配的压线钳可提高做线效率及可靠性,针对实验室常用的端子类型,可购买相应的压线钳;下面介绍常见的压线钳:
a. 裸端子,铜鼻子等端子,使用类似下图的压线钳,左边适应较细的线材,右边的液压钳,可通过更换钳口匹配不同尺寸的端子,压一些较粗的线比较省力;

b. 开口的,仅一处压接区域的端子,使用如下图的压接口的钳子;若没有此类钳子,可以用尖嘴钳将开口端子的开口处捏在一起后,用上面压裸端子的钳子操作;

c. 管形端子,使用如下图类似的压接钳,可根据需要压接的端子及线材尺寸选择合适型号的压接钳;管形端子压接钳,压接后的形状取决于钳口的设计,有正方形,圆形,长方形,梯形等,需要根据接线端子的空间来选择合适钳口设计的压接钳,以免无法接线或接线困难; 
d. 插簧端子有前后两处开口冷压位置,其对应的工具钳口前后也是分开的,若用错,压接后端子会变形,且会导致压接钳卡住无法回弹;

e. 插针有开口的设计,有管形设计等,每种插针都要用其匹配的钳口来完成压接,否则容易变形及钳子卡住,且插针都是配合塑料件使用的,若钳口与端子不匹配,会导致插针无法插到塑料件中,或卡接不可靠;

f. 排线及网线压接,无需剥线直接与端子压接在一起,通过端子中的针穿刺线皮达到连接;类似左图的排线压接钳的压接口膜很容易丢,可以多备几个,若口膜丢了,可以在钳子相应位置绑一个厚一些的环氧板之类的材质,也可以完成压接;网线可能实验室压接的较少,可以在任何一个五金店购买到,且网络工程师处都会备多的料,用成品可以节约时间,避免连接问题;

压线工具种类非常多,购买时可以将端子型号给到厂家,或请端子厂商送一些匹配的工具,选择匹配的工具可以快速有效地完成压接;若实验室用线较多,使用手动工具效率较低,可以购买气动的压线设备,占空间也不大,可以多备一些钳口,用来满足不同的端子及线材,可以提高做线效率;

注意事项:
a. 实验室选择工具,可以选多功能合一的工具,减少找工具的时间,快速的完成做线;
b. 为了更好的适配多种线材及端子,购买钳子的时候,可以多匹配一些钳口,供更换使用,满足不同型号的线材及端子;
c. 钳子上可以贴上标签,标明是压那种端子的,可以便于实验室工程师快速的找到合适的工具;
2)压线操作
选择合适的工具后,将剥了线后的线材放入端子相应位置(有的端子可以先放入钳口再将线放进去),将端子和线按照匹配端子的方向放入压线钳对应的钳口,按压压接钳,按到底自动弹开,取下线材及端子,完成压线操作。

各种端子的压接操作都差不多,主要是选对钳口,线材与端子及钳口完全匹配才能达到好的压接效果;
压接注意事项:
- 上下两件式钳口与端子匹配的标准就是端子放入下钳口内,底部的弧度可以完全契合;

- 端子放入钳口位置要准确,保证端子压接部分正好位于钳口内,避免将端子的其他区域放到钳口内,如锁螺丝区域,管形端子的塑料部分等;以免损伤端子的连接区域;
- 压接前一定要确定线材剥线的区域完全在端子压接位,避免线材脱出压不到线芯,避免压接到线皮,或者需要压到线皮的位置没有压到;
- 压接操作过程中,压接钳一定要压到位,压到底自动弹开,以免压接不可靠;
- 若因端子与钳口不匹配导致的压接钳无法自动弹开,每个钳子都有设计限位卡扣及限位齿轮,可以调节齿轮及掰卡扣来弹开钳子,取出端子;

f. 针对小的端子,如链式插针等,在压接的时候可以保留插针的链处连接,方便拿取操作,压完端子后再将多余的链去除;

g. 开口端子,开口大小往往会有大于钳口大小的情况,无法很好的放入钳口内,可以用手或尖嘴钳预先捏一下端子开口处,缩小开口尺寸再放入钳口内进行压接;f. 排线压接,排线要尽量剪平齐,平齐的放入端子中,避免歪斜;针对PIN数较多的排线压接,用手动钳避免一次施较大的力,给持续的力,直到压到位,且多数排线端子匹配以免端子断裂;排线压接要注意排线两端的端子的方向,保证与PCB上的焊接的牛角羊角座方向对应起来;

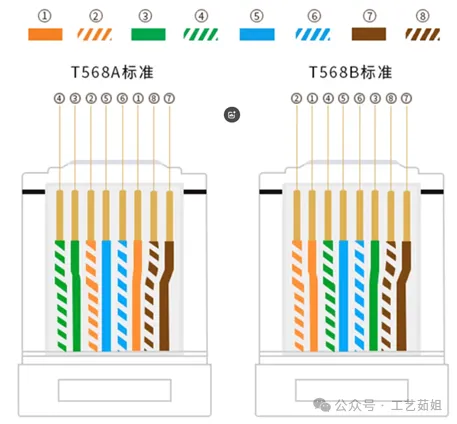
线压接要注意线序的排列,有的用到水晶头的线材,但排线的顺序不是标准顺序,要根据实际应用来排线序;
04 绝缘处理预
绝缘端子及配合塑料件使用的插针等不需要额外对端子进行绝缘处理;而对于裸端子,插簧等端子需要进行额外的绝缘处理;  绝缘方法及注意事项:
绝缘方法及注意事项:
1)绝缘胶布:实验室最常见的绝缘处理方式是裹绝缘胶布,胶布要覆盖需要绝缘的区域,不可裹到端子连接区域,以免影响连接;
2)热缩管:热缩管通过热缩完成对端子的绝缘,热缩管操作简单,不容易脱落,套套管及热缩操作要避免热缩管缩到端子的连接区域;
3)保护套:端子一般都有匹配的保护套,用保护套作绝缘防护,简单有效;
05 线材区分
工厂一般会用不同颜色的线材或线号管来区分线材,而实验室的线材备料不会太多中,且一般不配备线号管打印机;但实验室的线材也需要区分,便于接线,避免接错线;最好的区分是直接用线的颜色来区分,实验室可以备常用的三四种颜色的线材,同一种颜色的线材可用多种颜色的绝缘胶布和多种颜色的热缩套管及多种颜色的保护套来区分线路,若实验室绝缘胶布或热缩管及保护套颜色种类不多,可以通过绝缘的长度或包裹方式等来区分;线材种类多种多样,端子种类更多,对应的压接工具及压接方法也多种多样,合适的工具可大大提高做线效率及可靠性;本文覆盖的做线内容有限,有不清楚之处可提出探讨;









请登录后查看评论内容